
Green Energy and Sustainability ISSN 2771-1641
Green Energy and Sustainability 2024;4(2):0002 | https://doi.org/10.47248/ges2404020002
Original Research Open Access
Experimental investigation of a mixed desiccant solution of potassium formate and ionic liquid
Dingming Jiang
 ,
Alessandro Giampieri
,
Alessandro Giampieri
 ,
Janie Ling-Chin
,
Anthony Paul Roskilly
,
Janie Ling-Chin
,
Anthony Paul Roskilly
Correspondence: Alessandro Giampieri
Academic Editor(s): Christos N. Markides
Received: Feb 2, 2024 | Accepted: Apr 2, 2024 | Published: May 2, 2024
© 2024 by the author(s). This is an Open Access article distributed under the terms of the Creative Commons License Attribution 4.0 International (CC BY 4.0), which permits unrestricted use, distribution, and reproduction in any medium or format, provided the original work is correctly credited.
Cite this article: Jiang D, Giampieri A, Ling-Chin J, Roskilly A. Experimental investigation of a mixed desiccant solution of potassium formate and ionic liquid. Green Energy Sustain 2024; 4(2):0002. https://doi.org/10.47248/ges2404020002
Liquid desiccant technology is a promising energy-efficient alternative to conventional temperature and humidity control systems. In the quest to identify the optimal fluid for liquid desiccant systems, alternative desiccant solutions have been explored in terms of their feasibility and compatibility in dehumidification systems. This study proposes and characterises a new type of less expensive mixture of potassium formate (HCO2K) and 1-ethyl-3-methylimidazolium acetate ([EMIM][OAc]). This novel desiccant solution was investigated in terms of corrosiveness to metals, moisture absorption and desorption ability, cost-effectiveness compared to conventional desiccant solutions. The corrosiveness of desiccant solutions to copper-nickel, copper and steel was tested at room temperature and at 60 °C. Experiments were conducted in a climatic chamber with temperatures of 25–31 °C and relative humidities of 80–90% for the absorption process and temperatures of 50–70 °C and relative humidities of 20–30% for the desorption process to assess the moisture absorption and desorption capacities and mass fraction variations of the desiccant solutions. The mixed desiccant of HCO2K/[EMIM][OAc] in the ratio 60/10% wt. showed a moisture absorption capacity of 0.146 gH2O/gsol (compared to 0.18 gH2O/gsol for aqueous lithium chloride at 33.3% wt.) for a temperature and relative humidity of the climatic chamber of 25 °C and 90%, respectively. Its low corrosiveness, good moisture absorption and desorption capacity and higher cost-effectiveness make it a promising alternative to conventional desiccants, such as aqueous solutions of lithium chloride.
KeywordsLiquid desiccant, potassium formate, ionic liquids, corrosion, moisture absorption and desorption capacity, cost-effectiveness
Due to the rapidly growing energy demand and environmental concerns caused by conventional refrigerants, the development of energy-saving and environmentally friendly air-conditioning systems has become a priority. Liquid desiccant represents one of the promising alternative technologies for temperature and humidity control that can be integrated with low-grade heat, such as low-temperature renewable heat and excess heat from industrial processes or power plants [1-3].
Due to their high affinity to water vapour, liquid desiccant solutions can absorb water contained in the air. This process is called absorption, in which water molecules are absorbed by the mass of the liquid desiccant solution. The absorption process is characterised by the complete integration of a substance into another [4]. The main driving force of the absorption process of dehumidification is the difference in water vapour pressure between the surface of the desiccant solutions and the actual partial pressure of water molecules in the air, although other factors, such as the solution and air flow rates and the wetting of the air-solution contact surface, play a secondary role in the dehumidification process [5]. The origin of liquid desiccant cooling and dehumidification can be traced back to 1955 when the first liquid desiccant air-conditioning system was introduced using tri-ethylene glycol (TEG) for dehumidification driven by solar energy [6]. Multiple parameters impact the selection of the optimal desiccant solution, including equilibrium vapour pressure, boiling point, energy storage density, regeneration temperature, thermo-physical properties and cost [7]. Aqueous solutions of metal halide salts, including lithium chloride (LiCl), calcium chloride (CaCl2) and magnesium chloride (MgCl2), have been largely tested and investigated as conventional working fluids in liquid desiccant systems, each with its own benefits and drawbacks. Aqueous LiCl solutions have relatively low surface vapour pressure, which results in a high dehumidification capacity, whilst aqueous CaCl2 solutions have a lower dehumidification capacity, although are more cost-effective and can recover heat at lower temperatures [7]. However, metal halide salt-based desiccant solutions present the issue of being corrosive to metals [7], which affects the choice of materials that are used in liquid desiccant systems and the longevity of the system.
Weak acids, such as aqueous solutions of potassium formate (HCO2K), potassium acetate (CH3CO2K), sodium formate (HCO2Na) and sodium acetate (CH3CO2Na) have also been investigated as working fluids in liquid desiccant systems [8,9]. In particular, aqueous solutions of HCO2K have found application as alternative fluids to metal halide desiccant solutions because of their lower corrosiveness to metals, higher solubility and reduced cost [8,10,11]. Longo and Gasparella [10] investigated the thermophysical properties of aqueous HCO2K solution and identified that this solution has the potential to achieve (i) high performance, (ii) low cost, (iii) less carry-over of desiccant particles and (iv) higher environmental compatibility, making it a promising alternative to conventional desiccant solutions. Kumar et al. [12] compared the vapour pressure of aqueous HCO2K with that of aqueous LiCl and experimentally tested the dehumidification performance in a liquid desiccant hybrid system, identifying that HCO2K could offer performances similar to that of LiCl but at a reduced cost. Wen et al. [13] used an electrochemical method to test the corrosiveness of aqueous HCO2K to an anodised aluminium plate and proved that HCO2K has much smaller causticity than LiCl under comparable vapour pressure. On the other hand, aqueous solutions of HCO2K have higher viscosity compared to metal halide desiccant solutions, which is a drawback for liquid desiccant systems due to the higher energy required for solution pumping [7].
Another category of investigated alternative liquid desiccant solutions is ionic liquids. Compared with traditional desiccant solutions, ionic liquids exhibit lower corrosiveness and solubility over the range of operating temperatures of liquid desiccant systems [7,8]. Luo et al. [14] numerically investigated 1-ethyl-3-methylimidazolium tetrafluoroborate ([EMIM][BF4]) and 1-decyl-3-methylimidazolium acetate ([DMIM][OAc]) and verified their feasibility in liquid desiccant systems. Qu et al. [15] investigated multiple ionic liquids and concluded that 1-ethyl-3-methylimidazolium acetate ([EMIM][OAc]) is a promising candidate due to its higher absorption and desorption capacity. Watanabe et al. [16] also proposed tributyl(methyl)phosphonium dimethylphosphate ([P4441][DMPO4]) as an efficient desiccant solution. Wang et al. [17] investigated the use of [EMIM][OAc] with a perfluorinated sulfonic acid (PFSA) nonporous membrane, showing the capacity of the ionic liquid to effectively dehumidify, although the study identified that temperatures of the ionic liquid higher than 70 °C would be required to achieve an efficient regeneration process. In addition, the study claimed the ionic liquid to be non-corrosive. Cao et al. [18] numerically investigated the performance of an unspecified ionic liquid, assessing the potential of the fluid for deep dehumidification and the advantage of using the ionic liquid over aqueous lithium bromide (LiBr) due to higher dehumidification capacity and absence of crystallisation. Giampieri et al. [19] compared the moisture absorption and desorption performance of conventional desiccant solutions, such as LiCl, CaCl2 and HCO2K, to that of innovative desiccant solutions, such as nanofluids, desiccant solutions with surfactant (PVP K-30) and ionic liquids, such as [EMIM][OAc] and Sorbionic04, which is a mixture of 1-ethyl-3-methylimidazolium methanesulfonate ([EMIM][MeSO3]) with corrosion inhibitors. It was identified the high potential of [EMIM][OAc] as a moisture absorbing agent, which could achieve a moisture absorption capacity as high as 0.429 gH2O/gsol in a climatic chamber set at a temperature and relative humidity (RH) of 25 °C and 90%, respectively.
In addition to standalone desiccant solutions, many researchers have investigated the opportunity to mix desiccant solutions to achieve high dehumidification performance at a lower cost [20,21]. Regarding the mixtures with HCO2K, Bhowmik et al. [22] investigated the dehumidification performance of a mixed solution of LiBr and HCO2K and developed empirical correlations for the moisture removal rate, the enthalpy effectiveness and the moisture effectiveness. Ding et al. [23] investigated the vapour-liquid equilibrium (VLE) of mixtures of HCO2K and water with ionic liquids, such as [EMIM][OAc], 1-ethyl-3-methylimidazolium bromide ([EMIM]Br), 1-ethyl-3-methylimidazolium chloride ([EMIM]Cl) and 1-ethyl-3-methylimidazolium nitrate ([EMIM]NO3). It was found that the addition of the ionic liquids to the mixture of HCO2K and water decreased the vapour pressure compared to the binary mixture. However, this study did not investigate the effect of the addition of the ILs on the corrosiveness to metals of the mixtures and the impact on the cost of the solution. Giampieri et al. [19] investigated the potential of adding [EMIM][OAc] to HCO2K to increase the performance of the desiccant solution. It was found that the addition of [EMIM][OAc] in relatively large quantities (20–25% wt.) would produce a significant increase in the moisture absorption capacity (between 33.7 and 45.7%). However, this would also have a negative effect on the cost due to the current high price of ionic liquids, including [EMIM][OAc].
The literature review on desiccant solutions alternatives to aqueous solutions of metal halide salts, such as weak acids, ionic liquids and mixed desiccant solutions, showed the knowledge gap that research is still ongoing to identify the ideal replacement of conventional desiccant solutions from a performance and cost perspective, which is a key factor for the development of the liquid desiccant technology. This study aims to characterise the performance of a new kind of mixed liquid desiccant, where [EMIM][OAc] was added in relatively small quantities (i.e., 5 or 10% wt.) to the HCO2K, compare it with conventional desiccant solutions, such as aqueous LiCl, and identify if this novel mixture could produce an increase in performance whilst being cost-effective and not corrosive, justifying the use of [EMIM][OAc] as additive for aqueous HCO2K desiccant solutions (research hypotheses). As such, the research objectives of this study are: (i) to investigate the corrosion behaviour of different types of metals to various desiccant solutions, either standalone or mixed, (ii) to characterise the moisture absorption and desorption capacity and mass fraction and temperature variation of the desiccant solutions during the moisture absorption and desorption processes and (iii) to assess if the novel mixed solutions would be capable of providing a better trade-off between performance and cost than the other investigated desiccant solutions.
The manuscript is organised as follows. Section 2 describes the methodology used for the analysis of standalone and mixed desiccant solutions. Section 3 shows the results of the experimental analysis on the corrosiveness of the desiccant solutions and their moisture absorption and desorption capacity, which is followed by an analysis of the trade-off between the performance and cost of the investigated desiccant solutions. In Section 4, further discussion of the results together with limitations of the study and future research will be presented.
The methodology used for the analysis of the conventional, innovative, and mixed desiccant solutions consists of selecting, preparing, testing, and assessing 11 desiccant solutions (see Figure 1). Three main aspects were experimentally investigated to assess the feasibility of using mixed liquid desiccants, including corrosiveness to metals, moisture absorption and desorption capacity and cost-effectiveness analysis.

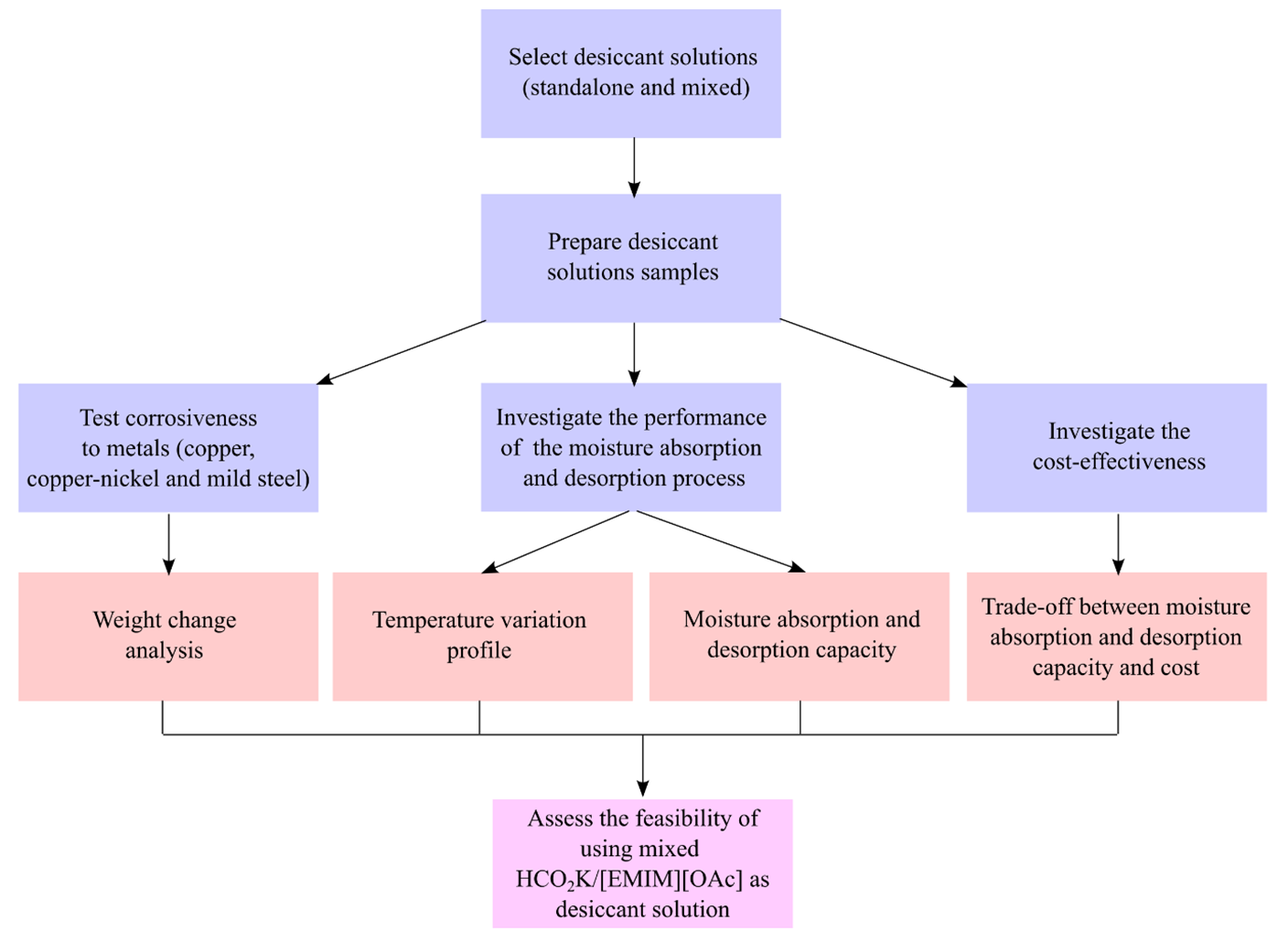
Figure 1 Methodology used in this study.
The desiccant materials that were used in this study are HCO2K (manufactured by Fisher Scientific with a purity of 99%), [EMIM][OAc] (manufactured by Proionic with a purity higher than 98%) and LiCl (manufactured by Leverton Lithium Chemicals with a purity of 99.3%, which was tested in this study for comparison). The mass fractions of the desiccant solutions considered in this study are listed in Table 1.
Table 1 Conventional, innovative and mixed desiccant solutions tested in this study.
The corrosiveness of conventional, innovative and mixed desiccant solutions to three types of metals, i.e., copper, copper-nickel and mild steel, was evaluated using weighting change analysis. Samples of the material were prepared and sunk into the desiccant solutions in a sealed plastic bottle. After removing excess material, the weight of the metals was periodically collected for samples at room temperature and in a temperature chamber (Kambic TK-105 CK LT) at 60 °C, which is a temperature commonly used for the regeneration of desiccant solutions. The mass difference of the metal samples, Δmm (%), can be calculated using Equation (1):
where mm is the mass (g) of the metal samples after a certain period of time (24, 48 or 120 hours) and mm0 is the initial mass (g) of the metal samples.
In the moisture absorption and desorption tests, samples of conventional, innovative and mixed desiccant solutions were placed in cell culture dishes and then put in a temperature and humidity chamber (Kambic KK-105 CH with a temperature range of 5–180 °C and an RH range of 10–98%) at set temperature and RH. More details about the temperature and humidity chamber used for the measure of the moisture absorption and desorption capacities were presented in [19]. After placing the desiccant samples in the temperature and humidity chamber, the change in temperature and mass of the samples were measured at regular intervals. Each experimental test was conducted for 100 minutes. The changes in temperature of the desiccant samples were recorded using a Type K thermocouple (with a resolution of ±0.75%) that was connected to a TTC-08 thermocouple data logger (manufactured by Pico technology with 20-bit resolution), while the changes in mass were collected using a digital scale (Kern DS 150K1 with a resolution of ±0.02 g). Five conditions of the temperature and humidity chamber for both the moisture absorption and desorption process were tested in this study, as listed in Table 2.
Table 2 Conditions tested in the temperature and humidity chamber.
Based on the results of the experimental tests, the moisture absorption capacity (MAC) and moisture desorption capacity (MDC) (gH2O/gsol) were calculated to compare the ability of the desiccant solutions to absorb or desorb moisture, as shown in Equations (2) and (3):
where ms is the mass (g) of desiccant solutions after a certain period of time and ms0 is the initial mass (g) of desiccant solutions.
Based on the results of the moisture absorption and desorption process, the mass fraction variation of the desiccant solution, Δx (%), was also calculated using Equation (4):
where xs is the mass fraction of the desiccant solution during the test (gsalt/gsol) and xs0 is the initial mass fraction of the desiccant solution (gsalt/gsol).
To investigate the trade-off between performance and cost of the investigated liquid desiccant samples, a cost analysis was conducted for the moisture absorption and desorption process, as shown for the parameters CMAC (gH2O/£) and CMDC (gH2O/£) in Equations (5) and (6):
where Cmi is the cost (£) of the desiccant solutions used in this study, which was estimated using the mass of the samples and their mass fraction and including their cost (£ per kg of salt), as reported by [19].
The results and discussion of the analysis of the conventional, innovative, and mixed desiccant solutions, including corrosiveness to metals, moisture absorption and desorption capacity and cost-effectiveness assessment will be discussed in Sections 3.1–3.3.
The results of the weighting experiment to evaluate the corrosiveness of the desiccant solutions to mild steel, copper and copper-nickel are shown in Figure 2.
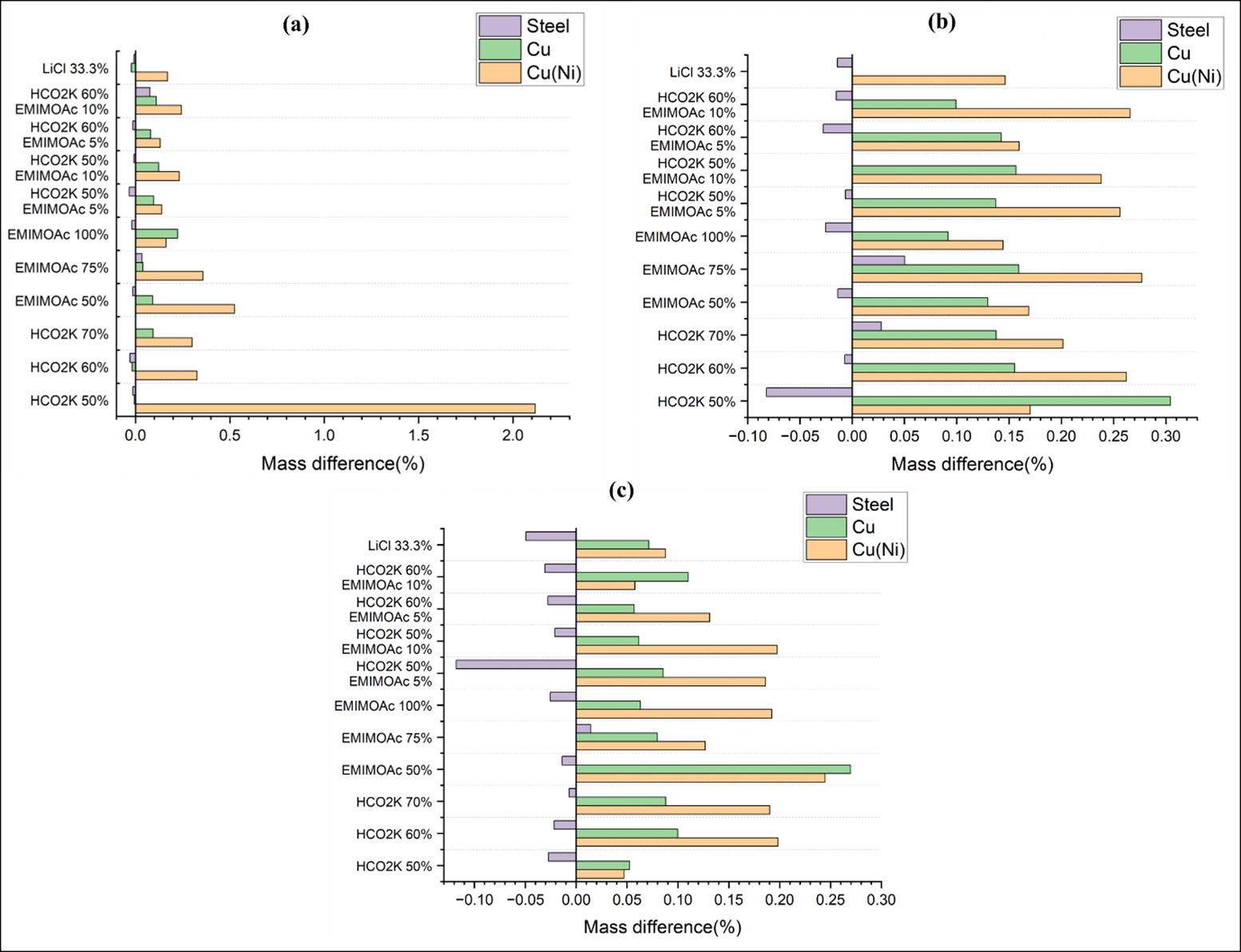
Figure 2 Results of the weighting experiment to evaluate the corrosiveness of the desiccant solutions to mild steel, copper and copper-nickel after (a) 24, (b) 48 and (c) 120 hours at room temperature.
An initial increase in weight was observed for most of the metal samples in the experiments conducted at room temperature due to oxidation (see Figure 2). After some time, the oxidation process reduced and the effect of corrosion became the leading cause of mass decrease. A similar trend was observed for the experiments conducted at 60 °C. For the tests conducted at room temperature, the copper-nickel sample showed severe corrosion when sunk into 50% wt. HCO2K solution, 33.3% wt. LiCl solution and in the mixed solution of HCO2K/[EMIM][OAc] in a ratio of 60/10% wt. (while the remaining 30% wt. of the solution was deionised water, this will not be further specified in the manuscript). For the 50% wt. HCO2K solution, the copper-nickel sample exhibited a mass increase of 2.11% after 24 hours, whilst dropping back to 0.04% after 120 hours. For the mixed desiccant solutions with lower concentrations, the mass of copper-nickel samples decreased at a lower speed, indicating less corrosiveness of these solutions. The physical appearances of the metal samples submerged in the standalone and mixed desiccant solutions are shown in Figure 3 (where the numbers 1–11 represent the types of desiccant solutions shown in Table 1).
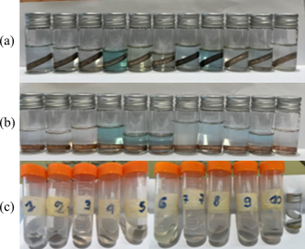
Figure 3 Physical appearance after 120 hours of (a) copper-nickel, (b) copper and (c) mild steel samples submerged into the desiccant solutions at room temperature (the numbers 1–11 represent the types of desiccant solutions shown in Table 1).
The 50% wt. [EMIM][OAc] solution shows a significant effect by turning blue after the test (samples 4a and 4b), indicating the release of copper ions (see Figure 3). For the HCO2K/[EMIM][OAc] solution in a ratio of 50/5% wt. and the HCO2K/[EMIM][OAc] solution in a ratio of 50/10% wt., the copper-nickel samples exhibit a black layer, which was possibly caused by nickel oxides. This phenomenon indicates a different corrosion behaviour of copper-nickel in different desiccant solutions. On the other hand, copper-nickel did not show a significant mass difference under the effect of 33.3% wt. LiCl solution. According to Figure 2, the mass difference after the same period of time is lower in copper samples, than in copper-nickel samples for most of the desiccant solutions, although 50% wt. HCO2K solution and 50% wt. [EMIM][OAc] solution showed a more severe corrosion to copper. No matter standalone or mixed desiccant solution, the experimental results showed that solutions with a higher concentration of desiccant exhibited lower corrosiveness to copper, showing the potential impact of water in the process of copper corrosion.
The evidence of high corrosiveness of 50% wt. [EMIM][OAc] to copper are even clearer from Figure 4, as the solution turns dark blue after the test (sample 4b), indicating a higher concentration of copper ions. In addition, the colour difference of desiccant solutions shows that [EMIM][OAc] solution is more corrosive to copper than HCO2K solution as the latter exhibits no colour change visible to the naked eye after the test. Hence, adding [EMIM][OAc] to the aqueous HCO2K solution increases the corrosiveness of the solution to copper. For aqueous LiCl, although the solution shows no colour changes and remains transparent after the test, the 0.07% increase in mass proves the oxidation of the copper sample. This indicates the fault of copper material under the effect of LiCl solution is mainly affected by oxidation.

Figure 4 Physical appearance after 120 hours of (a) copper-nickel, (b) copper and (c) mild steel submerged into the desiccant solutions at 60 °C (the numbers 1–11 represent the types of desiccant solutions shown in Table 1).
Among the three types of metals, only mild steel samples showed negative mass difference. Mixture desiccant solutions did not show clear evidence of corrosion. On the other hand, the mild steel samples showed severe corrosion when in contact with the mixed solution of HCO2K/[EMIM][OAc] in the ratio of 50/5% wt. One possible explanation is that the water content of the solution has a great impact on the corrosion process of mild steel. This hypothesis is supported by the fact that steel is corroding faster in those solutions with lower desiccant concentrations. Many factors at the solution-mild steel interface could be responsible for the observed increase in corrosion in solutions with higher water concentration, such as increased oxygen diffusion, as discussed in the study by Eyu et al. [24]. As such, further investigation of the corrosion behaviour of this complex process should be conducted to clarify to observed phenomenon.
Mild steel samples and solutions did not exhibit any change visible to the naked eye after the test (see Figure 4). The test conducted at 60 °C showed that both oxidation and corrosion processes were accelerated. Copper-nickel samples were corroding at a relatively low speed when sunk in 60% wt. and 70% wt. HCO2K solutions, whilst the mass decrease of copper-nickel samples was significant for the other desiccant solutions. For the 50% wt. [EMIM][OAc] solution, the mass difference reached a negative value of −0.09%. As such, the corrosiveness of [EMIM][OAc] to copper was clear due to the change in colour of the [EMIM][OAc] solutions, which turned deep blue after the test.
Numerical results showed that mixed desiccant solutions of HCO2K and [EMIM][OAc] have a higher mass decrease than those solutions with the same HCO2K concentration. A black oxide layer was also observed on copper-nickel samples in four mixed desiccant solutions. The change in the appearance of desiccant solutions and metal samples proved that the behaviour of copper-nickel could be attributed to both the corrosion of copper and the oxidation of nickel. In this case, the mixed desiccant solution of HCO2K and [EMIM][OAc] does not hold the advantage of reduced corrosiveness over standalone aqueous HCO2K solutions. On the contrary, a high concentration of aqueous HCO2K solution showed a satisfying feature of restraining the corrosion process for copper-nickel samples. The result for copper samples illustrated a little mass decrease in standalone aqueous HCO2K solutions. The colourless and transparent appearance of standalone aqueous HCO2K solutions indicated a little corrosion to copper. On the contrary, the copper sample sunk in the 50% [EMIM][OAc] solutions showed a mass decrease of −0.347%. Meanwhile, the mixture of HCO2K and [EMIM][OAc] exhibited high corrosiveness to copper, which was proved by the change in colour of the solutions when in contact with copper samples.
It is worth mentioning that HCO2K/[EMIM][OAc] solution in the ratio 60/10% wt. showed little corrosion to copper. This was shown by the fact that the mass difference is not declining fast and the solution showed only a slight change in colour to pale blue after the test. A possible explanation of the observed process is that water is a key factor in the process of [EMIM][OAc] corroding copper samples. This would also explain the fact that pure [EMIM][OAc] and 75% wt. [EMIM][OAc] solutions are corroding copper relatively slowly while 50% wt. [EMIM][OAc] solution is corroding copper significantly. Moreover, the fact of little corrosiveness of HCO2K/[EMIM][OAc] solution in a ratio of 60/10% wt. indicates a complex effect of these two types of desiccants that are restraining the corrosion of copper. As for steel samples, the mass difference under 60 °C is less than those under room temperature. One possible reason for this phenomenon is that high temperature environment has a greater impact on the process of oxidation rather than corrosion. This led to a generally higher mass difference in the steel samples. For the experiments conducted in the temperature chamber at 60 °C, the steel samples in mixture desiccant solutions showed little mass difference (within −0.04%).
The results for the MAC of standalone and mixed desiccant solutions investigated in this study are shown in Figure 5 for the conditions of the temperature and humidity chamber previously shown in Table 2.
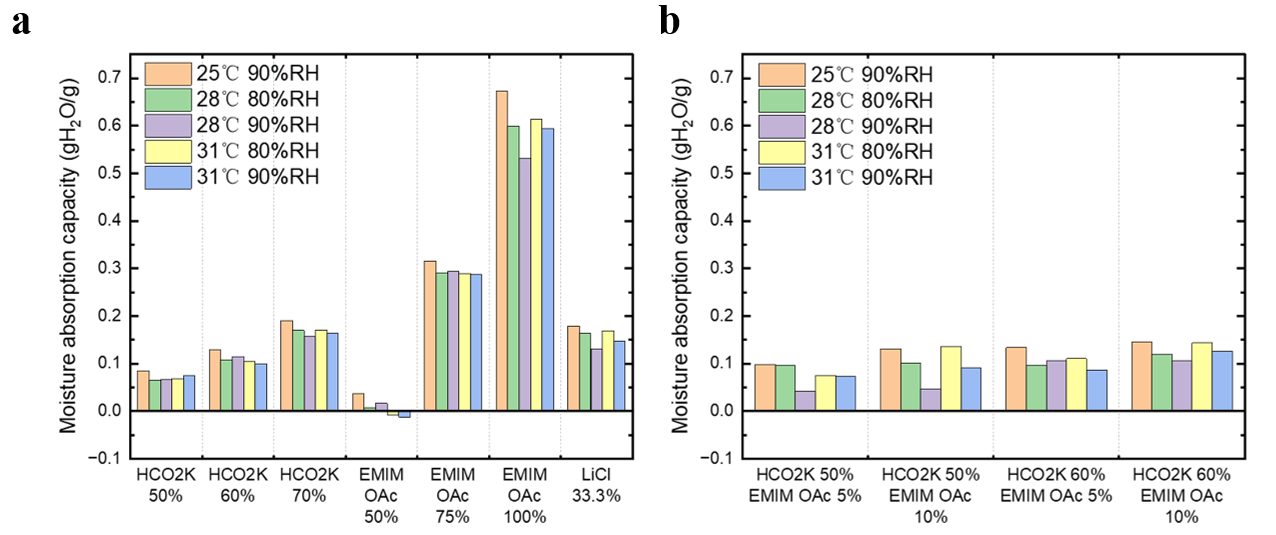
Figure 5 Moisture absorption capacity of (a) standalone and (b) mixed desiccant solutions tested in this study (the resolution of the digital scale used for the measure is ±0.02 g).
The MAC of HCO2K solutions increases with the concentration of the solution. The 70% wt. aqueous HCO2K solution has a MAC comparable to that of the 33.3% wt. LiCl solution in all tested conditions, indicating a similar equilibrium vapour pressure of the two solutions when tested at relatively low temperatures. Pure [EMIM][OAc] exhibited the highest MAC among all tested solutions (as high as 0.67 gH2O/gsol) followed by 75% wt. [EMIM][OAc] solution, which has a MAC as high as 0.32 gH2O/gsol. The highest MAC of [EMIM][OAc] at high mass fractions was in line with the results obtained by Giampieri et al. [19]. The performance of the latter was about twice that of the investigated aqueous LiCl solution (which showed an average MAC of about 0.15 gH2O/gsol for the conditions tested in the temperature and humidity chamber). On the other hand, 50% wt. [EMIM][OAc] solution showed little or no capacity to absorb moisture from the air in all the tested conditions, illustrating the primary effect of the water on the capacity of [EMIM][OAc] to absorb moisture, which significantly reduces when the water mass fraction in the solution increases.
The results of the MAC of standalone desiccant solutions showed that a relatively low mass fraction of LiCl solution can achieve a moisture absorption similar to that of solutions at a higher concentration, as in the case of HCO2K or [EMIM][OAc]. Although this could seem beneficial, Section 3.3 will show how the current high cost of LiCl limits the advantage of using aqueous LiCl solutions over standalone desiccant solutions of HCO2K or [EMIM][OAc]. Regarding mixed desiccant solutions, an increase of MAC can be observed when comparing HCO2K/[EMIM][OAc] solution in a ratio of 50/5% wt. or HCO2K/[EMIM][OAc] solution in a ratio of 50/10% wt. to standalone desiccant solution of HCO2K with a mass fraction of 50% wt. The same increase was observed for the 60% wt. HCO2K solutions. This showed that adding minor quantities of [EMIM][OAc] to HCO2K solutions could represent an effective method to lower the surface vapour pressure of the desiccant solution and increase its capacity to absorb moisture, as suggested by Ding et al. [23].
Although the MAC of HCO2K/[EMIM][OAc] solution in a ratio of 60/10% wt. is in general lower than that 33.3% wt. LiCl solution, the difference in MAC is lower than 0.05 gH2O/gsol for all the tested conditions, which makes the mixed desiccant solution a very competitive alternative to aqueous LiCl. As an example, the mixed HCO2K/[EMIM][OAc] solution in a ratio of 60/10% wt. reached a MAC of 0.146 gH2O/gsol when the temperature and humidity chamber was set at 25 °C and 90%, while for the same condition of the temperature and humidity chamber the aqueous LiCl achieved a MAC 0.18 gH2O/gsol.
In the process of moisture absorption, the desiccant solutions remove the latent heat from the air by absorbing the moisture. This results in the desiccant solution becoming hotter (heat of dilution). This ultimately leads to an increase in the surface vapour pressure of the desiccant solution. As a result, the moisture absorption rate decreases over time, which, in turn, decreases the temperature of the desiccant solution. The temperature profile of the desiccant samples for the conditions of the temperature and RH in the chamber of 25 °C and 90% is shown in Figure 6. The higher MAC of pure and 75% wt. [EMIM][OAc] results in the highest temperature variations among the investigated desiccants, which can achieve a temperature as high as 37.55 °C for pure [EMIM][OAc] absorbing moisture in the chamber at a temperature and RH of 25 °C and 90%, respectively.
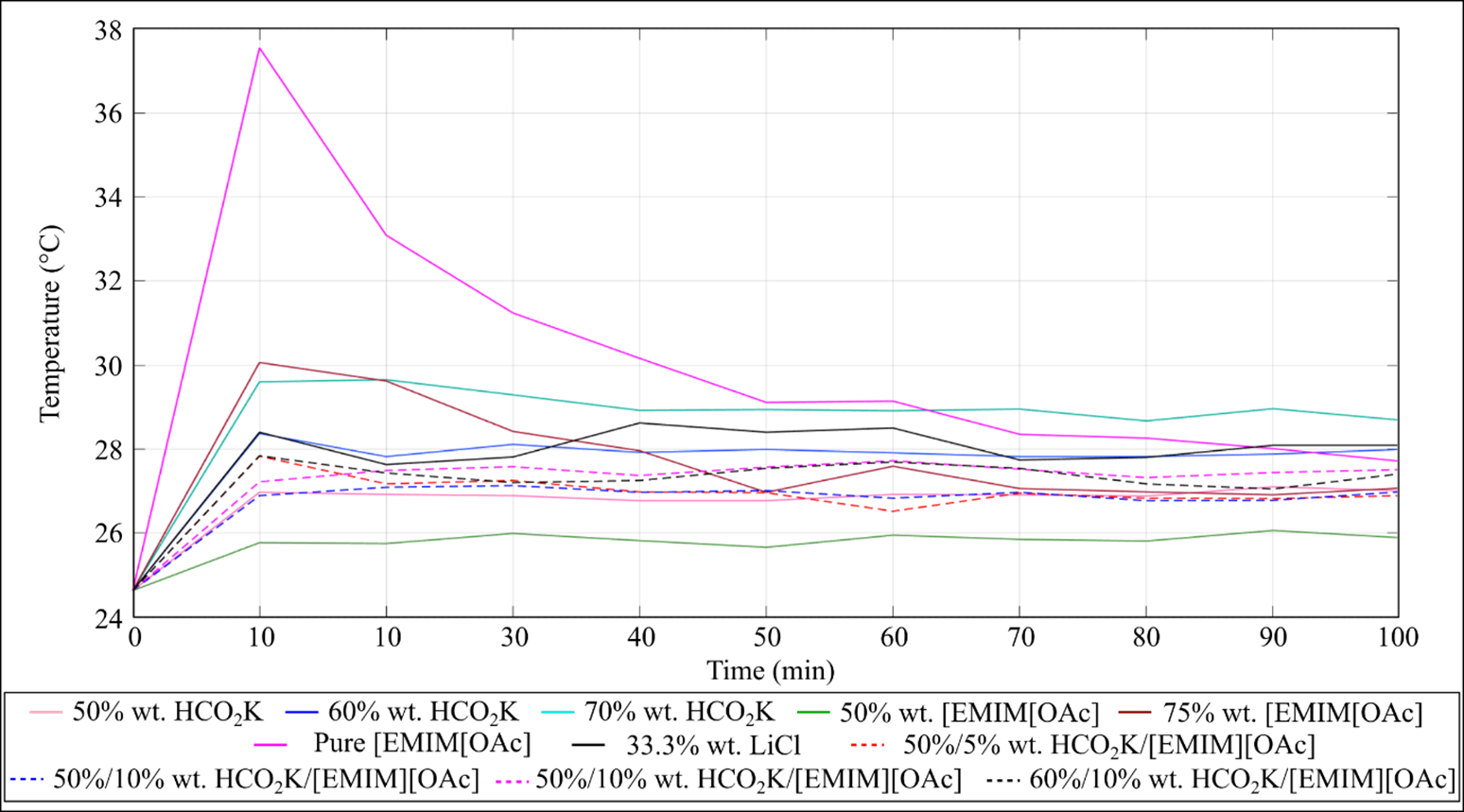
Figure 6 Temperature profile of the moisture absorption process for temperature and humidity chamber set at 25 °C and 90% (the resolution of the thermocouple used for the measure is ±0.75%).
The decrease in mass fraction of the desiccant solutions due to the absorption of moisture is shown in Figure 7. Desiccant solutions absorbing more water results in a higher mass fraction variation. During the moisture absorption process, the desiccant solutions absorb moisture from the air in the temperature and humidity chamber, diluting it and increasing its equilibrium vapour pressure until the difference in vapour pressure between the air and the desiccant solution is so small that the absorption process stop. It is important to note that desiccant solutions that can achieve a large variation in mass fraction during the moisture absorption/desorption process will be favoured as thermochemical energy storage materials due to their energy storage capacity and the ability to ease the dehumidification and regeneration process [19].
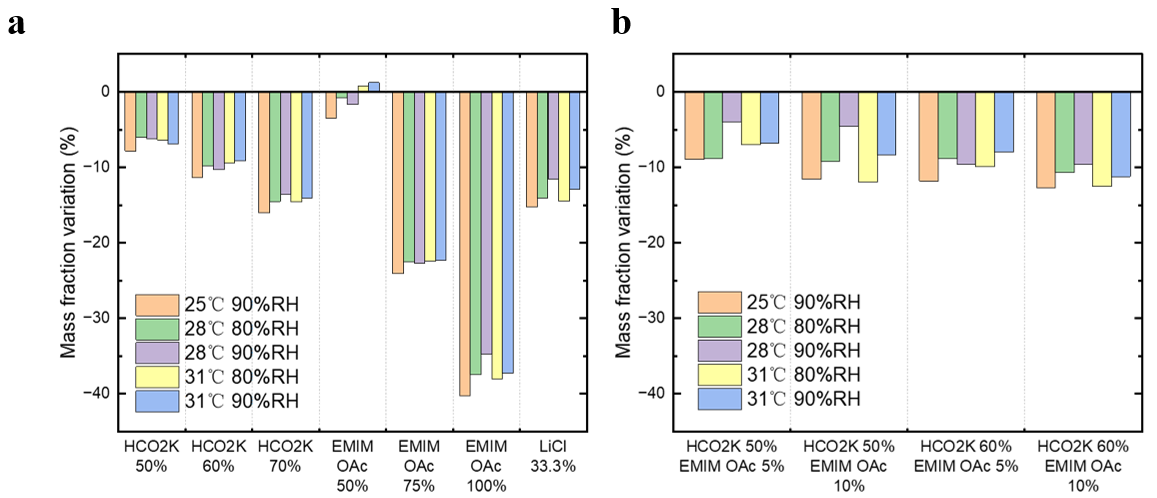
Figure 7 Decrease in mass fraction due to absorption of moisture of the (a) standalone and (b) mixed desiccant solutions tested in this study.
The results for the MDC of standalone and mixed desiccant solutions investigated in this study are shown in Figure 8. For standalone desiccant solutions, it is reasonable that pure [EMIM][OAc] is initially absorbing water in all tested conditions as there is no water to desorb. For most of the desiccant solutions, the tested conditions of the temperature and humidity chamber allow the desorption of water from the solution. On the other hand, pure [EMIM][OAc] and 75% wt. solution showed the capacity to absorb moisture from the air of the temperature and humidity chamber even when at high temperatures. This is in line with the results from Wang et al. [17] and Giampieri et al. [19], which showed that temperatures higher than 70 °C are required for [EMIM][OAc] at high mass fraction to efficiently perform regeneration.
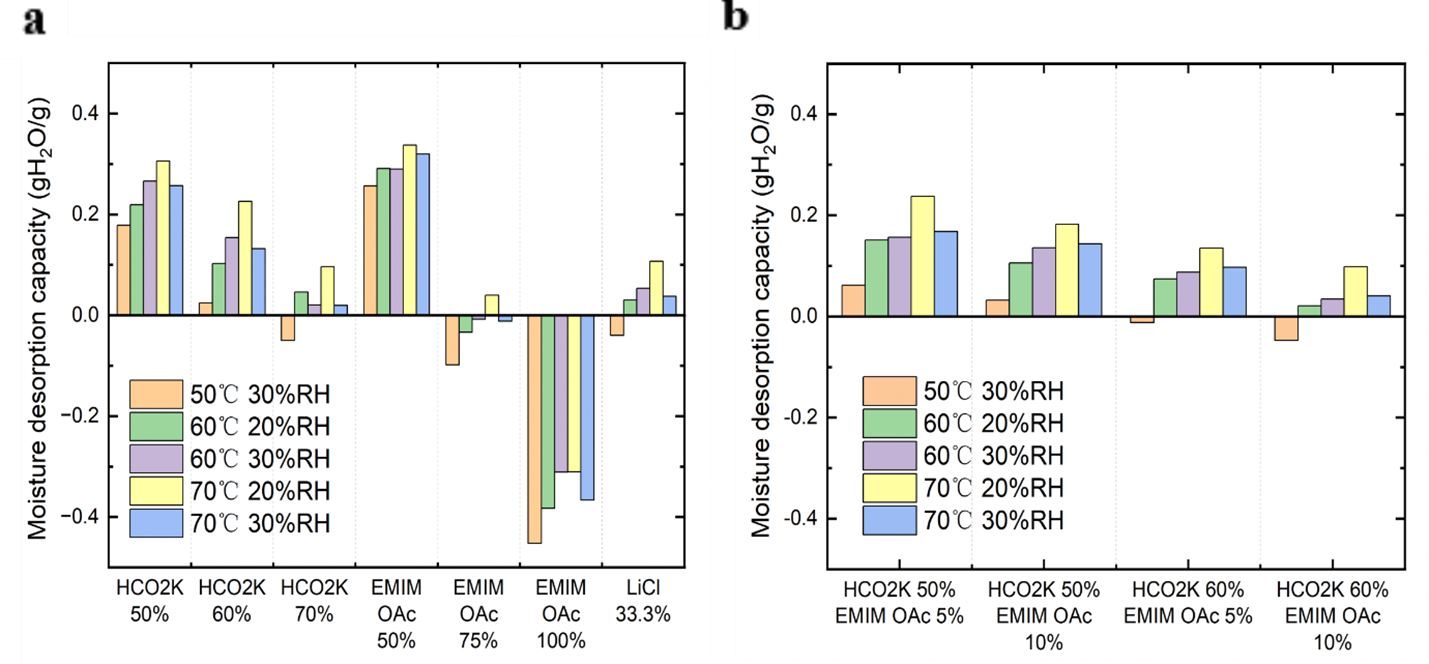
Figure 8 MDC of the investigated condition for (a) standalone and (b) mixed desiccant solutions (the resolution of the digital scale used for the measure is ±0.02 g).
As the process of moisture desorption is the inverse process of moisture absorption, the ability to desorb water indicates a relatively higher surface vapour pressure that drives water to move from the solution to the air. For standalone desiccant solutions, low concentrations of HCO2K or [EMIM][OAc] result in a higher capacity to desorb water. For the mixed desiccant solutions, a trend of decrease in MDC with the increase of concentration can be observed which is supporting evidence of the good moisture absorption and desorption capacity of HCO2K/[EMIM][OAc] in a ratio of 60/10% wt. solution. When the temperature and RH of the climatic chamber were set to 70 °C and 20%, respectively, the mixed HCO2K/[EMIM][OAc] solution in a ratio of 50/5% wt. reached a MDC of 0.238 gH2O/gsol.
During the process of moisture desorption, the driving force of mass transfer between the solution and the air is the difference in surface vapour pressure. The increase in temperature of the chamber results in an increase in the performance of the moisture desorption process due to the enhanced heat and mass transfer caused by a larger vapour pressure difference between the desiccant solution and the air (see Figure 8). A less important effect is observed when the chamber is set at a lower RH, although this would also be the effect of increasing the difference between the vapour pressure of the desiccant solution and the air. The temperature variation of the desiccant samples for the moisture desorption process is shown in Figure 9 when the temperature and RH in the chamber is set at 50 °C and 30%, respectively.
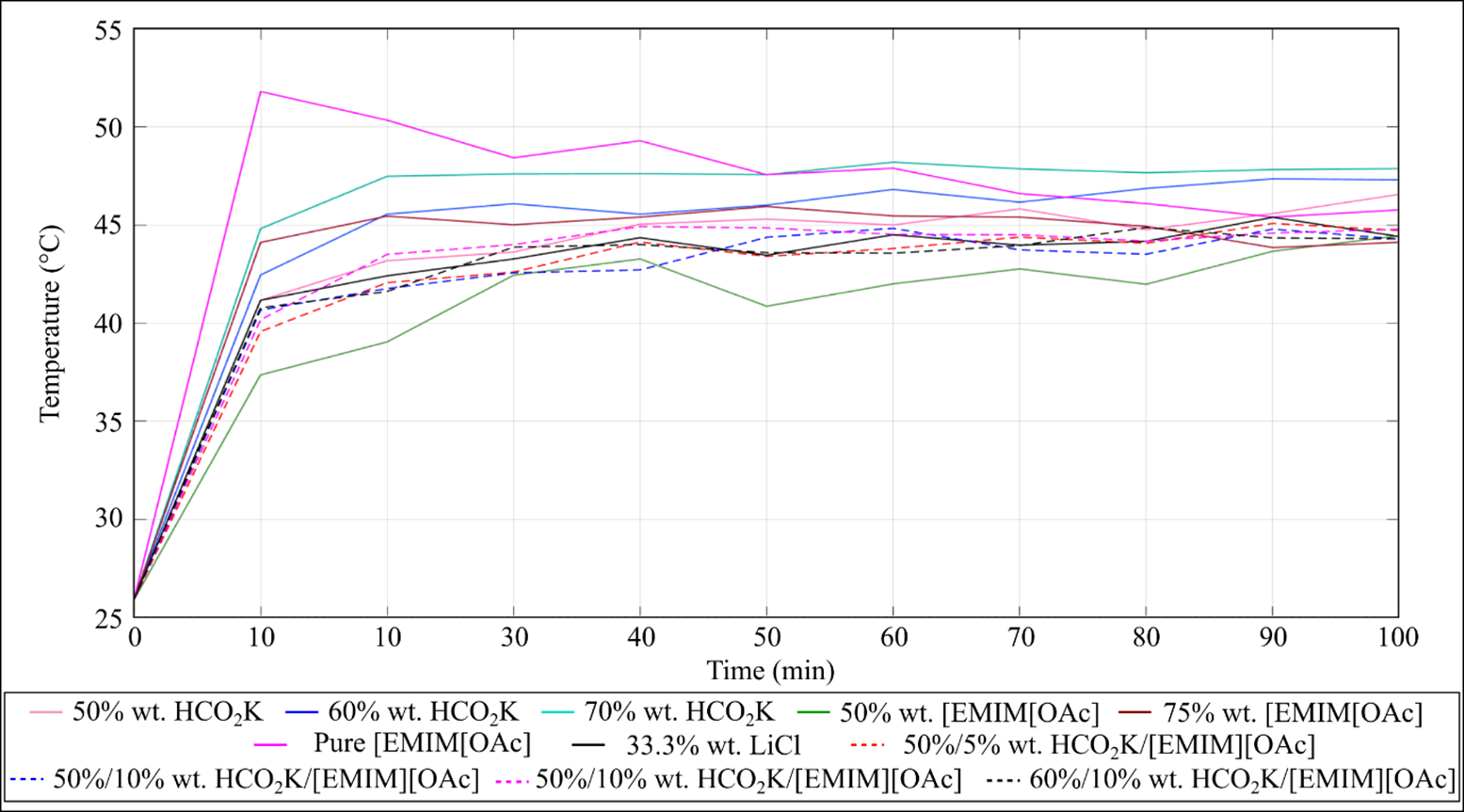
Figure 9 Temperature profile of the moisture desorption process for temperature and humidity chamber set at 50 °C and 30% (the resolution of the thermocouple used for the measure is ±0.75%).
Unlike the moisture absorption process, the water desorbed by the solution in the desorption process results in a decrease in the temperature of the solution (which is lower than the temperature of the chamber for most of the samples). On the other hand, the capacity of pure [EMIM][OAc] to absorb moisture at the tested condition of the temperature and humidity chamber results in a temperature of the fluid higher than that of the chamber (up to 51.8 °C before decreasing as more water is absorbed by the solution, diluting it). The increase in mass fraction of the desiccant solutions due to the experimental moisture desorption is shown in Figure 10.
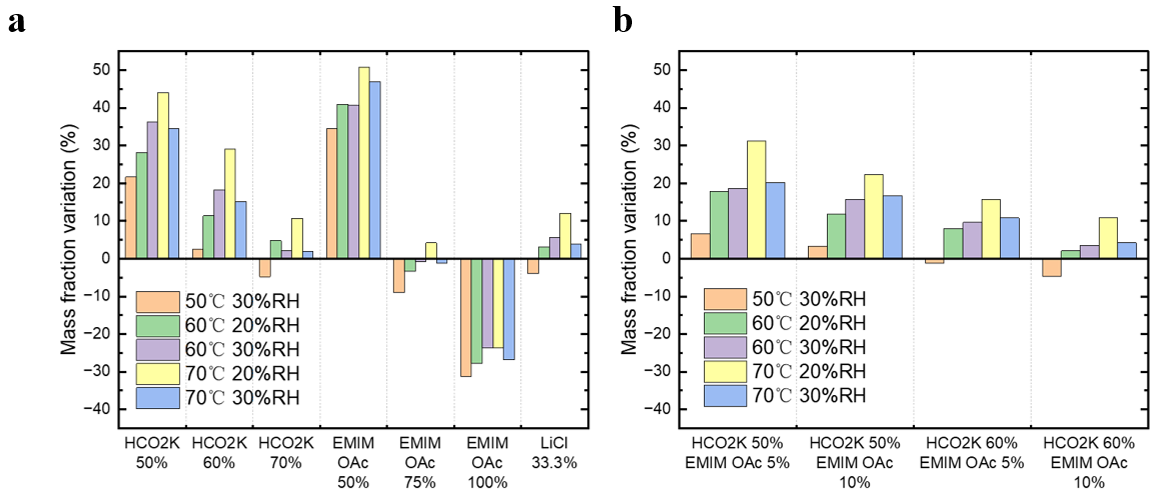
Figure 10 Increase in mass fraction due to the desorption of moisture from (a) standalone and (b) mixed desiccant solutions investigated in this study.
The mass fraction of most of the investigated solutions increased as a result of the moisture desorption process, i.e., they are being regenerated. As previously mentioned, pure [EMIM][OAc] and 75% wt. solution showed the capacity to absorb moisture from the air of the temperature and humidity chamber even when at high temperatures, resulting in a decrease in mass fraction until equilibrium between the equilibrium vapour pressure of the ionic liquid and the vapour pressure of the surrounding air in the temperature and humidity chamber is achieved. This would make interesting the potential application of this fluid for drying applications at relatively high temperatures. The mixed HCO2K/[EMIM][OAc] solution in a ratio of 60/10% wt. showed a moisture desorption performance similar to that of a 33.3% wt. LiCl, indicating the similarity of these two types of desiccant solutions in both the moisture absorption and desorption process.
The results of the trade-off analysis between the moisture absorption performance and the cost of the conventional, innovative and mixed desiccant solutions investigated in this study are shown in Figure 11.
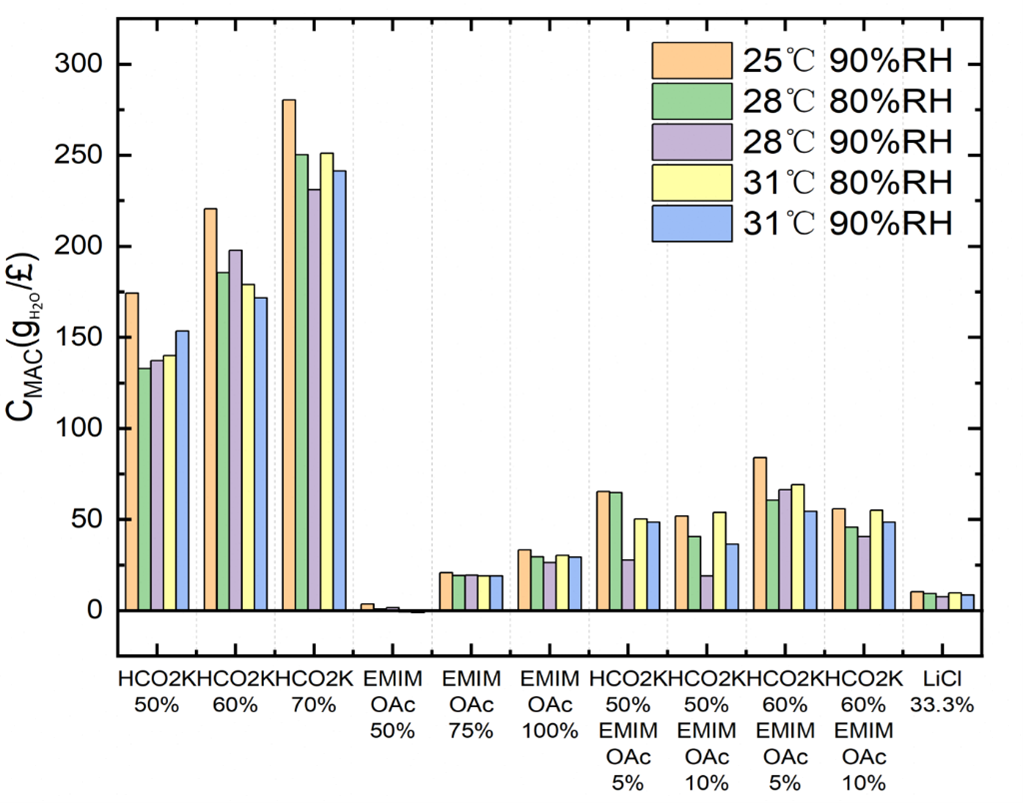
Figure 11 Trade-off between the moisture absorption performance and the cost of the conventional, innovative and mixed desiccant solutions investigated in this study.
The aqueous solutions of HCO2K present the highest ratio between moisture absorption capacity and cost, being able to absorb up to 280.3 g of water per pound of prepared solution. On the other hand, the high cost of LiCl salt (assumed as £52.25 per kg of LiCl in this study [19]) makes its use less feasible from a cost-effectiveness point of view (being able to absorb only about 10 g of water per pound of prepared solution), although Figure 5 showed the high moisture absorption capacity of this type of solution. The mixtures of HCO2K/[EMIM][OAc] show a significant improvement in terms of cost-effectiveness compared to the standalone [EMIM][OAc] desiccant solution (i.e., the mixtures are capable of absorbing more than two times the same amount of moisture for the same cost). As such, the mixtures of HCO2K/[EMIM][OAc] could be considered as an alternative to the use of [EMIM][OAc] and LiCl capable of reducing cost, making the use of the mixed type of solution suitable for applications requiring large volumes of desiccant solutions.
The mixed desiccant solutions showed a great advantage over the LiCl solution from a cost-effectiveness point of view, being the CMAC of mixed HCO2K/[EMIM][OAc] solutions between 2.5 and 8.1 times higher than that of aqueous LiCl for the conditions tested in the temperature and humidity chamber. Considering the similarity of moisture absorption and desorption capacity of these two desiccant solutions, the potential of using 60/10% wt. HCO2K/[EMIM][OAc] solution as an alternative to the 33.3% wt. LiCl solution was confirmed. However, it should be mentioned that HCO2K presents a much higher cost-effectiveness than the mixture of HCO2K/[EMIM][OAc]. As such, standalone HCO2K should be first considered for applications that require dehumidification but not at low levels of RH (i.e., not suitable for processes of deep dehumidification).
Similarly, the results of the trade-off analysis between the moisture desorption performance and the cost of the conventional, innovative and mixed desiccant solutions investigated in this study are shown in Figure 12.
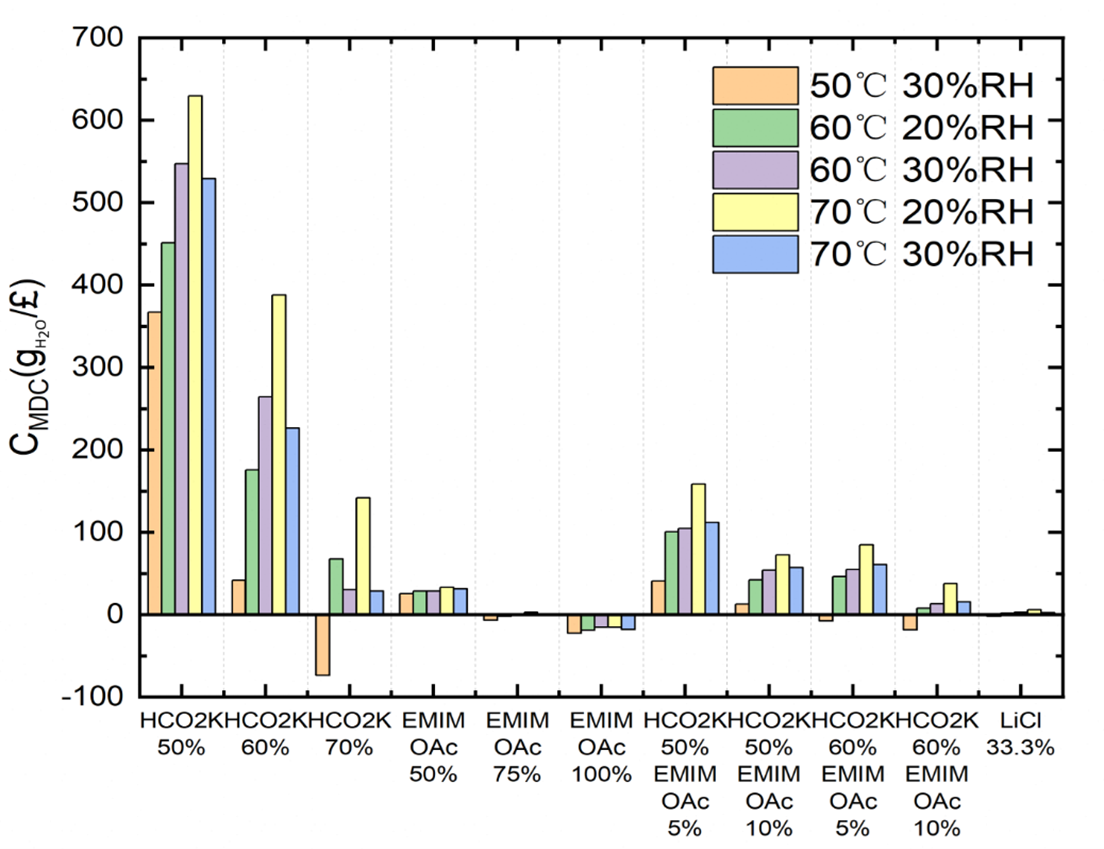
Figure 12 Trade-off between the moisture desorption performance and the cost of the conventional, innovative and mixed desiccant solutions investigated in this study.
The low cost of the potassium formate considered in this study (£0.97 per kg of HCO2K [19]) also resulted in the highest trade-off between the moisture desorption capacity and the cost for standalone aqueous HCO2K solutions. The highest cost-effectiveness was obtained for the 50% wt. HCO2K solution (in the range between 367 and 629 g of water per unit of cost). When the mass fraction of HCO2K in the aqueous solution increased, this resulted in a decrease in moisture desorption and the resulting cost-effectiveness. The high cost and low or negative moisture desorption capacity of [EMIM][OAc] resulted in a low or negative cost-effectiveness for the moisture desorption process. On the other hand, mixed solutions showed positive cost-effectiveness, although the standalone HCO2K would perform better in the moisture desorption process in terms of performance and cost.
The corrosion of metals due to the presence of desiccant solutions in real operating liquid desiccant systems is a more complex process that is affected by more external factors. In this study, the metal samples were sunk into the desiccant solutions, while in real operation, the metals used in liquid desiccant systems are in continuous contact with both the desiccant solution and the air. In addition, flow patterns would be affecting the corrosion and erosion process as well. As such, the corrosion process is still hard to predict based on known results. One of the most important findings was the identification of the corrosiveness of [EMIM][OAc] to copper and copper-nickel. In particular, copper-nickel is recognised as a corrosion resistant material that is employed in heat exchangers in environments that could be responsible for corrosion, such as marine applications [25]. This would result in the limitation of using copper-nickel in combination with [EMIM][OAc] in liquid desiccant systems employing copper-nickel as heat transfer material. Overall, the corrosion resistance of the mixture of HCO2K/[EMIM][OAc] was explored and it was proved to be satisfactory at room temperature. However, it was clear that the standalone HCO2K solution showed lower corrosiveness to the tested metals compared to the mixed desiccant solution. As such, further investigation of the corrosiveness of the tested desiccant solutions, for example using the electrochemical method [9,26], is required to fully understand their corrosive properties.
Although satisfactory in the increase in performance, the mixing of small quantities of [EMIM][OAc] to aqueous solutions of HCO2K did not live up to the expected outcome of significantly increasing the performance. It was clear from the study that adding [EMIM][OAc] (either 5% or 10% wt.) to the standalone HCO2K solution would increase the moisture absorption capacity. However, the moisture performance of standalone HCO2K desiccant solution at higher mass fraction values could be higher than or similar to that of the tested mixed desiccant solutions but at a lower cost. As such, the addition of small quantities of [EMIM][OAc] could be seen as a potential strategy to further increase the moisture absorption capacity of aqueous HCO2K solution when the desiccant solution is close to saturation since the addition of [EMIM][OAc] would not affect the solubility of the mixture. This type of solution could be used for deep dehumidification processes requiring low values of RH.
The major limitation of this study was that the mass fractions of the investigated standalone and mixed desiccant solutions and conditions of the temperature and humidity chamber were not explored widely. Further analysis of this novel type of mixed desiccant solution could include the determination of the kinetic sorption rates and of the moisture sorption isotherms for various values of temperatures and mass fractions. It was identified in a previous study that the increase of larger quantities of [EMIM][OAc] in aqueous HCO2K solution resulted in an important increase in moisture absorption performance (up to 84.1%) [19], showing the potential for an important increase in performance whilst achieving a cost of the working fluid that is cheaper than aqueous LiCl. As such, future research should explore more in detail the optimal mixing ratio of HCO2K and [EMIM][OAc] or replace [EMIM][OAc] with another type of ionic liquid, such as Sorbionic04 [19]. Another approach could be the use of consistent mass fractions to comparatively assess different types of desiccant solutions or the experimental investigation of the vapour pressure of the mixture.
In addition, a more complex cost analysis of real operating liquid desiccant systems utilising less corrosive mixtures of HCO2K and ionic liquids would be required. As a matter of fact, the use of non or less corrosive desiccant solutions could affect the capital and maintenance cost of liquid desiccant systems together with their lifespan. As such, future studies should assess the impact of using non-corrosive desiccant solutions not only in terms of the capital cost of the desiccant salt but also on the capital, operating, maintenance and replacement costs of liquid desiccant systems.
Conventional, innovative and mixed solutions of LiCl, HCO2K and [EMIM][OAc] were investigated in this study and their corrosiveness to metals, moisture absorption and desorption capacity and cost-effectiveness were assessed, offering insights into a new type of mixed desiccant of HCO2K and [EMIM][OAc]. Based on our three research objectives, we conclude:
The analysis of the corrosiveness to copper, copper-nickel and mild steel of standalone and mixed desiccant solutions showed that the mixed solution of HCO2K/[EMIM][OAc] in a ratio of 60/10% wt. showed low corrosiveness at room temperature, while [EMIM][OAc] showed severe corrosion on copper and copper-nickel.
The analysis of the moisture absorption capacity was enhanced after mixing HCO2K and [EMIM][OAc] (compared to the standalone HCO2K desiccant at the same fraction). However, a similar and opposite effect was observed for the moisture desorption process. As such, the addition of [EMIM][OAc] to the aqueous HCO2K solution would require a heat source at a higher temperature for regeneration. The mixed HCO2K/[EMIM][OAc] solution in the ratio of 60/10% wt. had similar moisture absorption and desorption performance to that of the 33.3% wt. LiCl solution (showing a MAC of 0.146 gH2O/gsol compared to 0.18 gH2O/gsol for aqueous LiCl at 33.3% when the temperature and humidity chamber is set at 25 °C and 90%).
The cost-effectiveness analysis showed the clear advantage of using aqueous HCO2K and mixed HCO2K/[EMIM][OAc] for moisture absorption over conventional aqueous solutions of LiCl, being these solutions capable of dehumidifying up to 30.7 and 8.1 times more moisture than LiCl for the same cost.
In conclusion, the feasibility and compatibility of mixed HCO2K/[EMIM][OAc] desiccant solution was validated and the mixed desiccant solution in the ratio of 60/10% wt. can be seen as a promising alternative to 33.3% LiCl solution. In addition, [EMIM][OAc] could be a feasible additive for aqueous HCO2K solutions close to saturation when deep dehumidification processes are required.
Dataset available on request from the authors.
This research was funded by the Engineering and Physical Science Research Council (EPSRC) of the United Kingdom, Impact Acceleration Account (IAA), for a project entitled, “Energy Recovery and Utilisation” (Reference: 801559).
Janie Ling-Chin and Anthony Paul Roskilly are members of the Editorial Board of the journal Green Energy and Sustainability. The authors were not involved in the journal’s review of or decisions related to this manuscript. The authors have declared that no other competing interests exist.
Conceptualization: A.G.; Methodology: A.G.; Investigation: D.J.; Resources: J.L-C. and A.P.R.; Data Curation: D.J.; Writing – Original Draft Preparation: D.J.; Writing – Review & Editing: A.G. and J.L-C.; Visualization: D.J. and A.G.; Supervision: A.G., J.L-C and A.P.R.; Project Administration: J.L-C. and A.P.R.; Funding Acquisition: J.L-C. and A.P.R.
| 1. | Mei L, Dai Y. A technical review on use of liquid-desiccant dehumidification for air-conditioning application. Renew Sustain Energy Rev. 2008;12(3):662-689. [Google Scholar] [CrossRef] |
| 2. | Rafique MM, Gandhidasan P, Bahaidarah HM. Liquid desiccant materials and dehumidifiers–A review. Renew Sustain Energy Rev. 2016;56:179-195. [Google Scholar] [CrossRef] |
| 3. | Gurubalan A, Maiya M, Geoghegan PJ. A comprehensive review of liquid desiccant air conditioning system. Appl Energy. 2019;254:113673. [Google Scholar] [CrossRef] |
| 4. | Afshin M. Selection of the liquid desiccant in a run-around membrane energy exchanger [dissertation]. Saskatoon, Canada: University of Saskatchewan; 2010. |
| 5. | Giampieri A, Ma Z, Ling-Chin J, Bao H, Smallbone AJ, Roskilly AP. Liquid desiccant dehumidification and regeneration process: Advancing correlations for moisture and enthalpy effectiveness. Appl Energy. 2022;314:118962. [Google Scholar] [CrossRef] |
| 6. | Harriman LG. The dehumidification handbook. Amesbury, USA: Munters Cargocaire; 1990. |
| 7. | Giampieri A, Ma Z, Smallbone A, Roskilly AP. Thermodynamics and economics of liquid desiccants for heating, ventilation and air-conditioning–An overview. Appl Energy. 2018;220:455-479. [Google Scholar] [CrossRef] |
| 8. | Liu X, Qu M, Liu X, Wang L. Membrane-based liquid desiccant air dehumidification: A comprehensive review on materials, components, systems and performances. Renew Sustain Energy Rev. 2019;110:444-466. [Google Scholar] [CrossRef] |
| 9. | Rippy KC, Volk E, Beers R, Kozubal E, Gauderman K, Vidal J. Corrosion of Metal Alloys in Potassium Acetate Solutions for Liquid Desiccant Dehumidification and Air Conditioning. Energies. 2022;15(12):4421. [Google Scholar] [CrossRef] |
| 10. | Longo GA, Gasparella A. Experimental measurement of thermophysical properties of H2O/KCOOH (potassium formate) desiccant. Int J Refrig. 2016;62:106-113. [Google Scholar] [CrossRef] |
| 11. | Wen T, Luo Y, Wang M, She X. Comparative study on the liquid desiccant dehumidification performance of lithium chloride and potassium formate. Renew Energy. 2021;167:841-852. [Google Scholar] [CrossRef] |
| 12. | Kumar K, Singh A, Shaik S, Saleel CA, Aabid A, Baig M. Comparative analysis on dehumidification performance of KCOOH–LiCl hybrid liquid desiccant air-conditioning system: An energy-saving approach. Sustainability. 2022;14(6):3441. [Google Scholar] [CrossRef] |
| 13. | Wen T, Lu L, Yang H, Luo Y. Investigation on the regeneration and corrosion characteristics of an anodized aluminum plate regenerator. Energies. 2018;11(5):1209. [Google Scholar] [CrossRef] |
| 14. | Luo Y, Shao S, Qin F, Tian C, Yang H. Investigation on feasibility of ionic liquids used in solar liquid desiccant air conditioning system. Sol Energy. 2012;86(9):2718-2724. [Google Scholar] [CrossRef] |
| 15. | Qu M, Abdelaziz O, Sun X-G, Yin H. Aqueous solution of [EMIM][OAc]: Property formulations for use in air conditioning equipment design. Appl Therm Eng. 2017;124:271-278. [Google Scholar] [CrossRef] |
| 16. | Watanabe H, Komura T, Matsumoto R, Ito K, Nakayama H, Nokami T, Itoh T. Design of ionic liquids as liquid desiccant for an air conditioning system. Green Energy Environ. 2019;4(2):139-145. [Google Scholar] [CrossRef] |
| 17. | Wang L, Liu X, Qu M, Liu X, Bahar B. An experimental study on dehumidification and regeneration performance of a new nonporous membrane-based heat and mass exchanger using an ionic liquid desiccant. Energ Buildings. 2022;254:111592. [Google Scholar] [CrossRef] |
| 18. | Cao B, Yin Y, Zhang F, Ji Q, Chen W. Liquid desiccant-based deep dehumidifier working with a novel ionic liquid: Prediction model and performance comparison. Int J Refrig. 2023;146:74-87. [Google Scholar] [CrossRef] |
| 19. | Giampieri A, Machado Y, Ling-Chin J, Roskilly AP, Ma Z. A techno-economic investigation of conventional and innovative desiccant solutions based on moisture sorption analysis. Heliyon. 2023;9(8):1-21. [Google Scholar] [CrossRef] |
| 20. | Xiu-Wei L, Zhang X-S, Wang G, Cao R-Q. Research on ratio selection of a mixed liquid desiccant: mixed LiCl–CaCl2 solution. Sol Energy. 2008;82(12):1161-1171. [Google Scholar] [CrossRef] |
| 21. | Zhao X, Li X, Zhang X. Selection of optimal mixed liquid desiccants and performance analysis of the liquid desiccant cooling system. Appl Therm Eng. 2016;94:622-634. [Google Scholar] [CrossRef] |
| 22. | Bhowmik M, Muthukumar P, Anandalakshmi R. Experimental investigation on structured packed bed liquid desiccant dehumidifier: An optimal mixture design of experiments strategy. Int J Refrig. 2021;122:232-244. [Google Scholar] [CrossRef] |
| 23. | Ding Y, Gao N, Li N, Chen G, Xuan Y. Experimental and modelling of vapour–liquid equilibria of ternary systems {HCOOK+[Emim] Ac+ H2O},{HCOOK+[Emim] Br+ H2O},{HCOOK+[Emim] Cl+ H2O}, and {HCOOK+[Emim] NO3+ H2O}. J Chem Thermodyn. 2021;161:106503. [Google Scholar] [CrossRef] |
| 24. | Eyu GD, Will G, Dekkers W, MacLeod J. Effect of dissolved oxygen and immersion time on the corrosion behaviour of mild steel in bicarbonate/chloride solution. Materials. 2016;9(9):748. [Google Scholar] [CrossRef] |
| 25. | Powell CA, Michels HT. Copper-nickel alloys for seawater corrosion resistance and anti-fouling-a state of the art review. NACE CORROSION. 2000;NACE-00627. [Google Scholar] |
| 26. | Wen T, Lu L, Nie Y, Zhong H. Development and investigation on the dehumidification and corrosion resistance performance of a new mixed liquid desiccant. Int J Heat Mass Tran. 2019;130:72-82. [Google Scholar] [CrossRef] |

![]()
Copyright © 2026 Pivot Science Publications Corp. - unless otherwise stated | Terms and Conditions | Privacy Policy




